
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


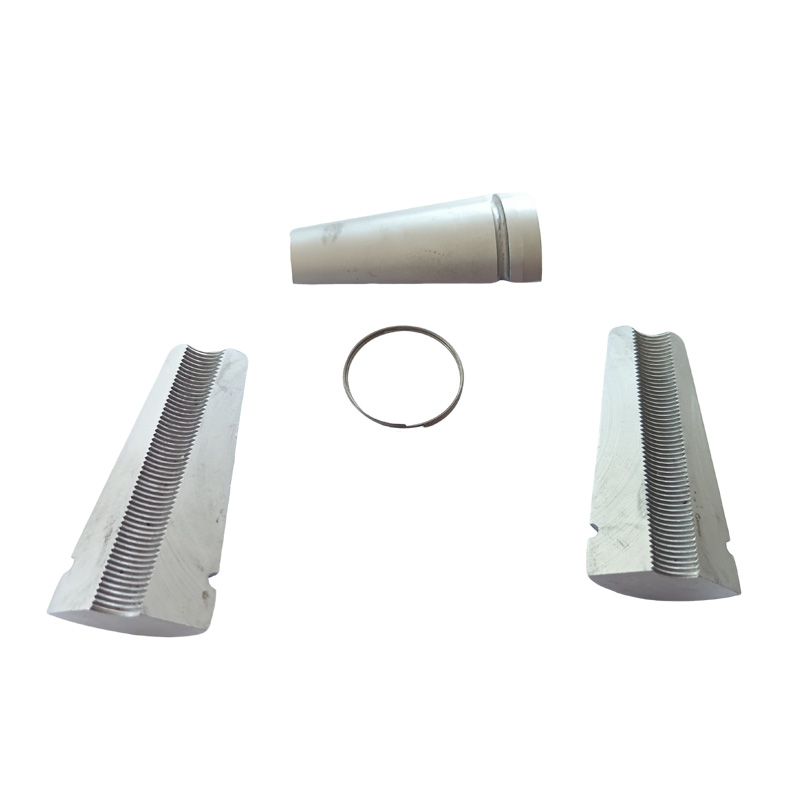
Суық соғылған пост керілген сыналар
Xiaoguo® суық соғылған пост керілген сыналардың беткі тіс үлгісін теңшеуге мүмкіндік береді. Ол 12,7 - 17,8 мм болат кабельдерге берік тістейтін біркелкі тіс үлгілерін қалыптастыру үшін талаптарыңызға сәйкес дәл өңделеді. Кернеу күші 2000МПа дейін жеткенде де ол сырғып кетпейді. Осындай өнімді қалайсыз ба?
Сұрау жіберу
Өнім Сипаттамасы
Материал
Cold Forged Post Tension Wedges материалдарын таңдау оның соңғы өнімділігіне тікелей әсер етеді, әсіресе беткі тозуға төзімділік пен өзек қаттылығы арасындағы тепе-теңдік.
Жалпы материалдық жүйелер:
(1)20CrMnTi (қалаулы)
Төмен көміртекті легірленген болат ретінде ол жоғары беріктігі бар алдын ала кернелген сыналарды өндіру үшін қолайлы материал болып табылады. Оның негізгі артықшылығы - суық соғылған пост керілген сыналардың ішінде жақсы беріктікті сақтай отырып, карбюризациялау немесе көміртегі-азотты бірге көміртектеу процестері арқылы өте жоғары қаттылыққа және бетінің тозуға төзімділігіне қол жеткізу мүмкіндігінде.
(2)40Cr / 45# болат
Бұл екі материал өнімділік пен құн арасындағы тепе-теңдікті сақтайды және орташа беріктік талаптары бар сценарийлер үшін қолайлы.
(3) Басқа материалдар
Американдық стандарт жүйесінде AISI C12L14, C11L17, 40Cr және C45 сияқты материалдар да қолданылады.

Қолөнерге қойылатын талаптар
Суық соғу - бұл жоғары дәлдікті қамтамасыз етіп қана қоймай, сонымен қатар өндіріс тиімділігі мен материалды пайдалануды айтарлықтай арттыра алатын Суық соғылған пост кернеу сыналарын өндірудің негізгі процесі.
【1】Негізгі өндіріс процесі
(1)Суық айдар / Суық экструзия: негізгі процесс бөлме температурасында металл дайындаманы экструдтау және пішіндеу үшін суық тию машинасын немесе престі пайдалануды қамтиды.
(2)Пішімдеу процесі: Өндіріс процесі әдетте «материалды кесу → жалпақ штампты пішімдеу → көп позициялы суық тақырыпты қалыптау» сияқты қадамдарды қамтиды және бір немесе бірнеше кезеңнен кейін суық соғылған тірек сыналарының негізгі пішінін жасай алады.
(3)Процесс артықшылығы: Суық соғу процесі материалды пайдаланудың өте жоғары жылдамдығына ие, әдетте 85%-дан асады, ал озық әдістер тіпті 99%-ға дейін жетеді.
【2】Кілтті өңдеу дәлдігі:
(1)Беттің кедір-бұдырлығы: якорь пластинасының конустық саңылаулары сияқты негізгі түйісетін беттердің бетінің кедір-бұдырлығы өте жоғары. Әдетте, конус саңылаулары үшін Ra мәні 0,8, ал басқа бөліктер үшін ол 3,2 болып табылады, бұл өздігінен құлыптау өнімділігін қамтамасыз етеді.
(2)Өлшемге төзімділік: якорь тақтасының диаметрінің ауытқуы ±0,5 мм, ал конус бұрышының қателігі ±0,3° шегінде болуы керек.

Жиі қойылатын сұрақтар
(1)Суық соғылған тірек сыналарының материалы төмен температурадағы беріктік талаптарына (мысалы, -40°C) сәйкес келе ме?
A: Иә. Біздің материал соққы энергиясы ≥ 27Дж (GB/T 229 стандартына сәйкес) -40°C төмен температуралық соққы сынағынан өтті.
(2) Суық соғудың дәстүрлі ыстық соғуға немесе өңдеуге қарағанда қандай артықшылықтары бар?
A: Суық соғу (суық тию / суық экструзия) бөлме температурасында қалыптасады және үш негізгі артықшылығы бар:
①Материалды пайдаланудың жоғары деңгейі
②Жоғары өлшемдік дәлдік
③Жақсы бет сапасы
(3)Бетті өңдеудің қандай түрі қолданылады?
Стандартты бетті өңдеу фосфаттау + майлы жабын (тотқа қарсы негізгі).
Коррозиясы жоғары орталар үшін Dacromet немесе мырыш-никель қорытпасының жабыны сияқты опцияларды таңдауға болады.
Hot Tags: Суық соғылған пост кернеу сыналары, Қытай, өндіруші, жеткізуші, зауыт
Қатысты санат
Ыстық гальванизацияланған Billmant болат сым
Оптикалық кабельдерге арналған мырышталған болат сым
Болат жіптер
Дөңгелек сым арқан
Ұшақтар болат сымдар арқан
Тот баспайтын болаттан жасалған арқан
Ұстағыш сына
Анкоридж ұстағышы
Сұрау жіберу
Сұрауыңызды төмендегі формада қалдырыңыз. Біз сізге 24 сағат ішінде жауап береміз.








